最近 AnyCubic のあたらしいデルタ型プリンタ (Kossel) を買い足した. これまでのものよりやや直径がおおきい (23 cm) ので,よりおおきなものがつくれる. プリント・ベッドやヘッドまわりにいくつかの長所があり,あらたにわかったことがある反面,まだ安定して印刷できるようにはなっていない.
AnyCubic のあたらしいプリンタを買ったことはすでにブログ記事に書いたが,このプリンタは以前の AnyCubic Kossel といくつかちがいがある.
第 1 のちがいはつかいはじめてすぐわかった. ポリカーボネート製のベッドシート (プリント・プラットフォーム,左下の写真) は便利だ. このプリンタには裏に粘着剤がついた黒いポリカーボネート製のシートがついている. 表面にこまかい凹凸があるので PLA も ABS もよくくっつく. くっついたフィラメンをはがすためのスクレーパもプリンタにちゃんとついてくる. これまでは中国製のマスキング・テープをつかってきたが,そのテープも凹凸があるから PLA も ABS もよくくっついた. しかし,問題はすぐにテープがズタズタになることだ. しばしばヘッドでテープをひっかくので,やぶれてしまう. やぶれたテープをはがすのは容易でない. ポリカーボネートならそんなにかんたんにけずられることはない. 他のプリンタでもマスキング・テープのかわりにポリカーボネート板をつかうことにしよう. また,Dasyn の店でもこれを売ることにしよう. 最近,マスキング・テープがあまり売れなくなっているが,その原因としては値上げしたこともあるが,マスキング・テープがつかわれなくなっているせいなのかもしれない.
第 2 のちがいはプリント・ベッドのヒータと材質だ (上の 2 枚の写真を参照). このプリンタのプリントベッドにはヒータがついているが,ベッドは従来のガラス製ではなくアルミ製になっている. 私は当分ヒータでプリント・ベッドをあたためる気はないが,アルミのほうがヒータの熱が拡散するのでぐあいがいいだろう. 私自身も Rostock MAX ではアルミのプリントベッドをつかっていたが,AnyCubic Kossel にはヒータをつけていないので,付属していたガラスをそのままつかってきた.
第 3 のちがいはヘッドの冷却ファンだ. プリント・ヘッドには冷却ファンがついていて,細いノズルでホットエンド付近に風をあてるよになっている. ノズルで風を集中させているとはいえ,よわい風だ. しかし,これでかなり冷却できる. 小物ならこれでだいたい冷却できる. これまでは Kossel Mini の本体におおきなファンをつけて冷却してきたが,ヘッドが冷却されるなど,問題もいくつかある. ヘッドにつけたファンでこれだけ冷却できるなら,本体にファンをつけなくても冷却できるかもしれないとおもった.
これまでの AnyCubic よりよいことは直径 12 cm 以上の球体が比較的精度よくつくれることだ. プリンタの直径がおおきいためか,あるいは精度や冷却法のちがいのためか,これまで容易につくれなかったおおきな球体がつくれるようになったようだ. まだ地球儀は直径 14 cm までしかためしていないが,ちかいうちに 16 cm もためしてみたい.
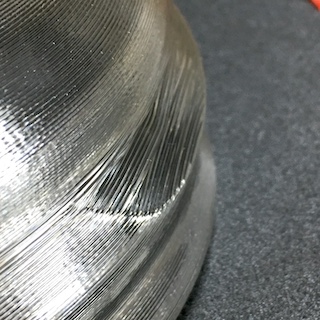
しかし,大物をつくるためには冷却などに関して改善が必要なようだ. 地球儀はいまのところうまくつくれているのだが,電球カバー (シェード) に関しては 14 cm になると穴があきやすい. 何回かためしたかぎりでは冷却ファンと直交する方向 (ファンの風があたらない部分) でフィラメントがずれてくずれることがしばしばある (下の 2 枚の写真). これは冷却ファンの風をホットエンド付近だけあてるのでは十分でないことを示唆している.

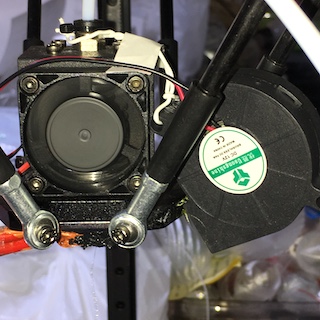
冷却の方法はまだ確立していないが,まずためしに付属の冷却ファンと 120° ずれた方向から,もうすこしゆるい風をあてるようにファンをつけてみた. 付属のファンはホットエンドの周辺だけを冷却するが,もっとひろい範囲を冷却することが必要だとかんがえられるからだ. そこで,2 台めのファンはもうすこしとおくから風をあてるようにしてみた. これだと,あたる風はかなりよわい. (下の写真の右のファンがそのファン.左はヘッドの冷却ファン.)
ところが,このわずかな風のために 2 つの問題がおこった. 第 1 の問題は印刷速度をさげないとうまく印刷できなくなることだ. 現在使用しているノズルは 0.4 mm,これまでつかってきた Kossel では 0.6〜0.8 mm をつかっているので,だいぶちいさい. ファンを追加しなければ他のプリンタとほぼおなじ速度で印刷できていたのだが,わずかな風をあてただけでそれができなくなった.
第 2 の問題はフィラメントが白濁することだ. このファンがなければ印刷したフィラメントの透明度はたかい. ところが,わずかな風をおくっただけで白濁がおこる. 印刷条件をあれこれ変えてみたが,白濁をなくすのは容易でない. 温度をさげると白濁しにくくはなるが,印刷速度をかなりおとさなければならなくなる. 拡大写真で白濁した部分をみてみると,すくなくとも 2 種類の要因がみられる. 第 1 の要因はこまかい気泡がならぶことによる白濁だ (左下の写真). この気泡はおそらく水だ. これまでフィラメントが吸収した水が問題になったことがないので乾燥剤の使用はやめているが,この印刷条件のもとではそれが必要なのかもしれない. 第 2 の要因はよくわかっていないが,右下の写真がその例だ. この写真をみるとフィラメントがこまかくちぎれているようにみえる.これは他の AnyCubic でもおこっている白濁とおなじ原因によるのかもしれない. すくなくともこれまでの発生では,温度がたかいきに発生する現象だとわかっている. 印刷速度をさげずに印刷できるようにならないかためすために印刷温度をあげたことで,この第 2 の要因がひきだされたのかもしれない. フィラメントがちぎれるのは水蒸気がフィラメントをやぶってでてくるからかもしれない. そうだとすれば原因は気泡とおなじである可能性がある.
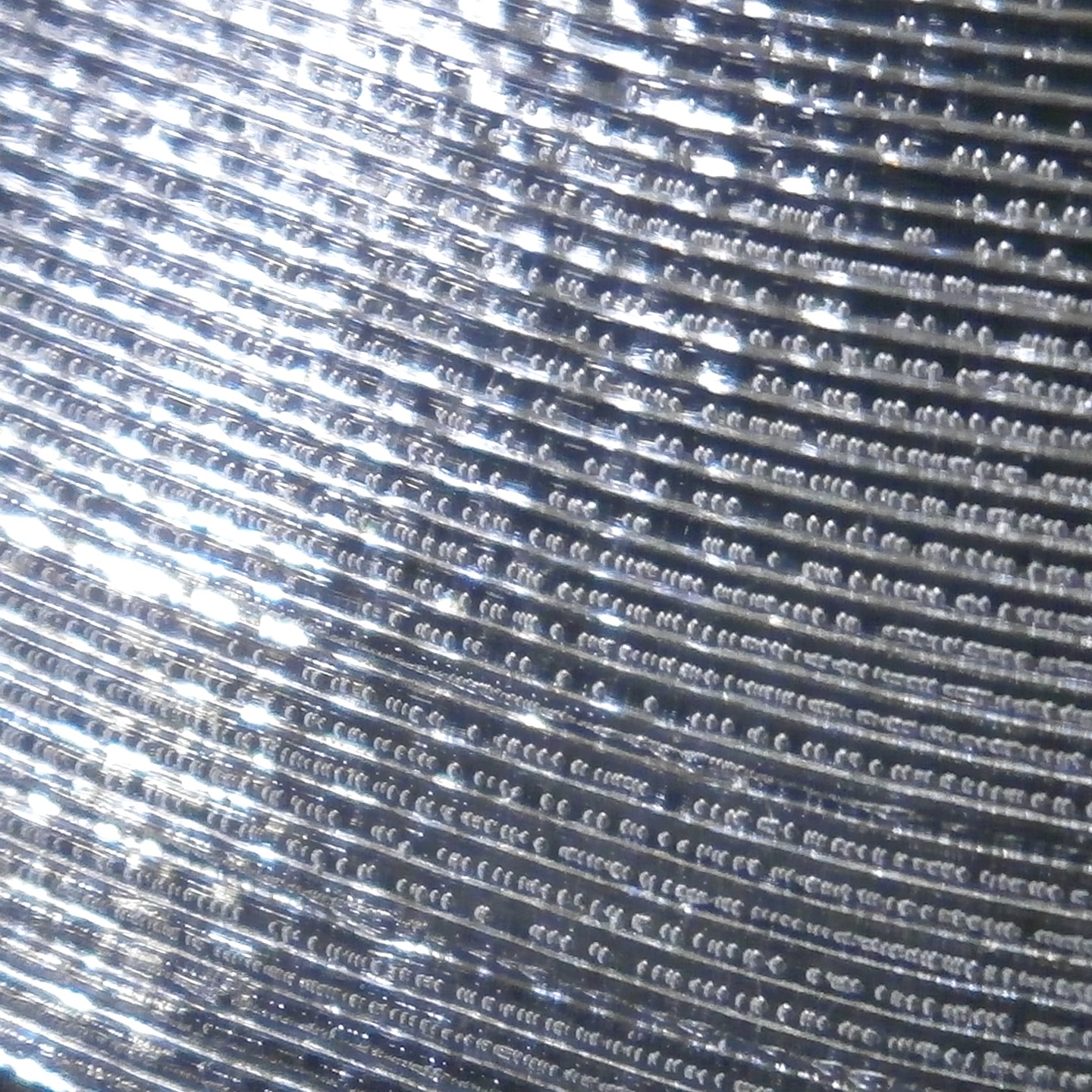

つぎの写真ではこれら 2 つの現象のあいだで「相転移」がおこっているようにみえる. 写真の上下の部分では整列した気泡がみられるが,中間にはみだれたフィラメントがある. ただし,右上の写真とはみだれかたがちがうようにもみえる. 偶然だとおもうが,この部分には文字のようなもの (模様) がみえる.

フィラメントが吸収した水がこれらの原因であるとすれば,通常やっているようにフィラメントを乾燥剤で乾燥させることで解決するだろう. しかし,これらの問題はノズル径をおおきくすることで解決できるとかんがえられるから,そのほうがフィラメントを乾燥させるよりは容易だとかんがえられる. あるいは,第 2 のファンがなければきれいに印刷できることをかんがえると,べつの解決策があるのかもしれない. 最適な方法をさぐってみたい.

