AnyCubic Kossel のために Marlin にかえて Repetier の firmware をつかってみた結果,温度エラーがでていたが,hotend に断熱材として 高耐熱 RTV シリコン・ガスケット (LOCTITE 5920) をぬって軽減した. 中空球の印刷もだいたいうまく調整できた.
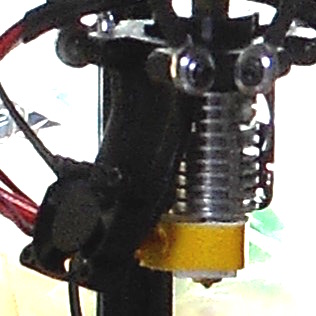
温度エラーで hotend の加熱がとまってしまう問題を解決するために許容されるエラー・カウントをふやすなどしていた. しかし,hotend にまきつけてあったうすい断熱材がはがれたのを機会に,その断熱材のかわりに 高耐熱シリコン・ガスケットをぬった. 断熱材は hotend の横だけをおおっていた (左の写真) が,ノズル周辺以外は放熱フィンの直下まですべておおうようにした (右の写真).

その結果,つよい風をあてても温度低下が防止できるようになり,温度エラーがおこりにくくなった (左下の写真のように象型ファンをつかっている). そのため,いったんは無視していたエラーをふたたび検出するようにし,#define DECOUPLING_TEST_MAX_HOLD_VARIANCE の値はもと (20) にもどし,#define DECOUPLING_TEST_MIN_TEMP_RISE の値は 0.2 くらいにして, エラーカウントの上限は 30 までさげた (if(extruderTempErrors < 30)). これでほぼエラーの発生はなくなった.


ほぼ安定して印刷できるようになったので,中空球にちかいかたちがうまく印刷できるように調整した. Rostock MAX では 0.5 mm のノズルをつかっていたが,AnyCubic Kossel には 0.4 mm のノズルがついている. そのため,きれいに印刷するには,すこしフィラメントをほそくする必要がある. Rostock MAX では直径 0.4 mm を基準としていたが,まずこれを 0.3 mm にしてみた. しかし,これでフィラメントを 1 重に巻いていくとあまりにうすくなってしまう. そこで,0.35 mm を基準にしてみた. Rostock MAX のときよりすこしよけいに印刷時間がかかるが,これでだいたいうまく印刷できるようになった (右上の写真).

