先週は 3D 「ゆらぎ印刷」 で iPhone 4 ケースをためしたが,おなじ OpenSCAD のプログラムで iPhone 5 ケースも印刷できるので,ひきつづきそれをためした. もとのパラメタをそのままつかうと iPhone 5 がはいらなかったり,プリント・ベッドにくっつかなくなったりといったトラブルがあったが,一応それらしいものをつくることができた.
iPhone 4 のケースは左上にイヤフォン・ジャックがついているために,左上の部分は強度がよわくなってしまう. そのためにあまりうすくすることができない. ダウンロードしたプログラムでは iPhone 5 のケースも左上があいていて,うすいものをつくったら,そこがこわれてしまった. こわれずにつくれたものの写真をのせておく. 層厚は 0.2 mm にしているが,これだと印刷に 1 時間強かかる. もうすこし短縮したい. また,側面のあつさは 2.6 mm にしているが,これは厚すぎる.


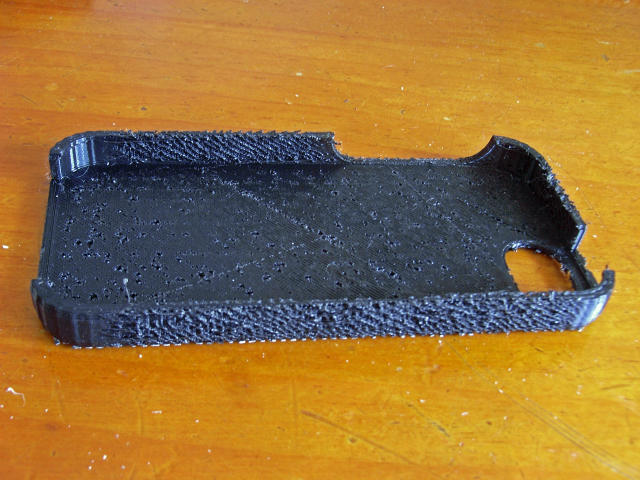
iPhone 5 のイヤフォン・ジャックは下部にあるので,プログラムをかえて,側面の面積をふやした. これで,もっとうすくつくっても強度を確保することができる. このデザインでつくった iPhone 5 ケースの例を下の写真にしめす. ここでは層厚を 0.25 mm にしている. こうすると印刷時間は 40 分強に短縮できるが,印刷を失敗させる原因がいろいろ生じてくる.

底面をささえる raft がまだのこっている. これをはがすのはたいへんだし,あまりうまくはがれない.
ところで,もとのプログラムのままでは,側面をうすくすると底面もいっしょにうすくなって,ぐあいがわるい. 側面はちょうどよくても,底面にあながあいてしまう. そこで,側面の厚さをきめているパラメタと底面のそれとが独立にきめられるようにプログラムを修正した.
そのプログラムでいろいろ印刷をこころみているうちに,できたケースが実は iPhone 5 にはいらないことがわかった. iPhone 4 についてはもとのパラメタでぴったりおさまったので油断していたのだが,iPhone 5 のほうはちゃんと調整されていないようだ. そこで,iPhone 5 を計測して,プログラムをそれにあわせた. これで,うまくはまるようになった.


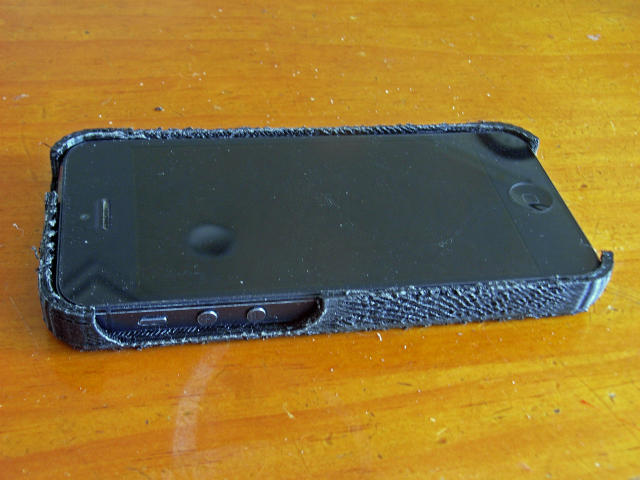
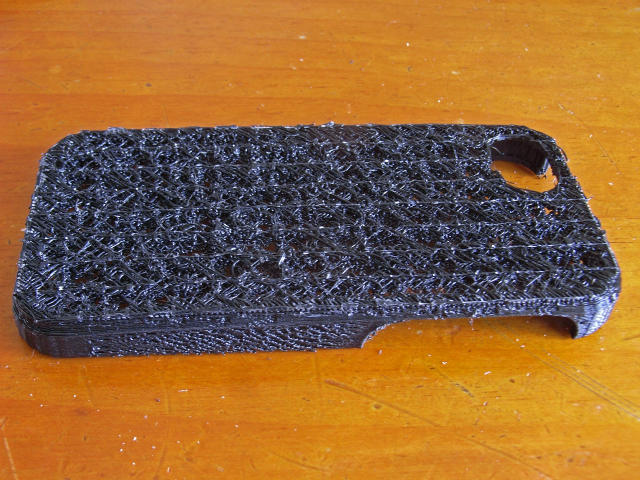
Raft がはがしやすくなるようにくふうしたものの写真をのせておく. 最初のは iPhone 5 をはめてみてある. つぎのはすこし底面が荒すぎたようだ.


スライスするのに Skeinforge を使用したが,そのパラメタをのせる. "Carve Settings" で "Layer Height" を 0.25 mm (または 0.2 mm) にする. "Chamber Settings" はつぎのようにしている.
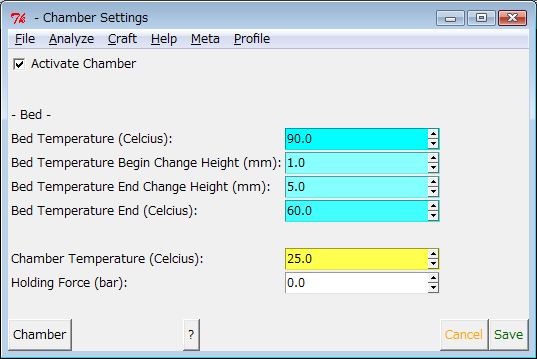
すなわち,印刷開始時のベッドの温度は 90℃ にしている. ベッドの表面はカプトン (ポリイミド) またはアルミだ. いずれにしても高温にしないとくっつかない. 実際にはなかなか 90℃ にはならないが,高温で開始し,しだいに低下させていく. 60℃ までさげておくと印刷直後にベッドから作品をはがすことができる.
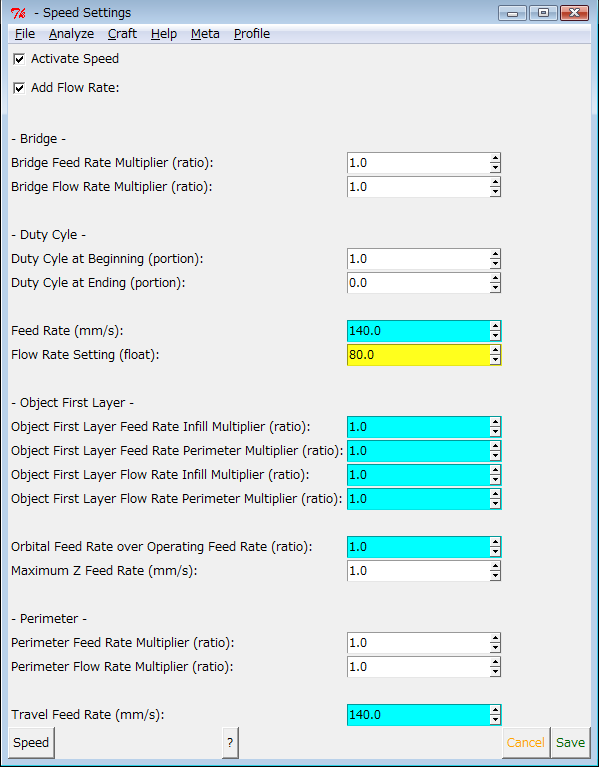
"Speed Settings" では "Feed Rate" を 140,"Flow Rate" を 80 にしている. Flow Rate は通常の 3D 印刷よりかなりちいさくしているが,それによってゆらぎが生じる.
"Raft Settings" はかなり特殊になっている. この値におちつくまでにかなりの試行錯誤をくりかえした. Base は 1 層にし,Interface は 2 層にしている. 本体の印刷は 140 mm/sec というかなりの高速になっているが,raft はゆっくり印刷しないとうまくいかない. そのため,feed rate multiplier はかなりちいさな値になっている.
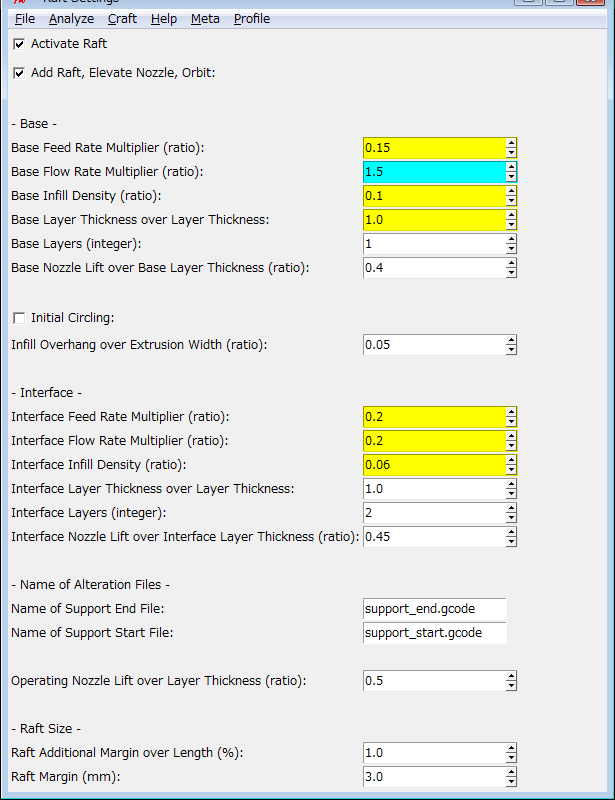
Base を印刷するときにフィラメントをへらすと定着しないので比較的おおめの 1.5 にしているが,Rostock MAX ではこの値はきびしいようだ. 安定的に印刷するにはこれを 1.0 にして,Feed Rate Multiplier を 0.1 にさげる必要がありそうだ. Interface は Base と作品とがはがれやすいように 2 層にしている. はがれやすくするために,フィラメントの量はかなりへらして 0.2 にしている. Interface Infill Density は 0.06 と,非常にちいさい値になっている. このパラメタだとかなり疎な印刷になる. 底面を均質にするにはこれらの値をもっとふやせばよいが,それはゆらぎをなくすことでもある. 0.12 くらいが適当かとおもわれる.
最後に,現状のプログラムをのせておく: iPhoneCase20140208.scad.

