年末年始のやすみにはいったにもかかわらず,Printrbot+ による 3D 印刷にはあまり時間がさけなかった. まだいろいろ問題があったので,すべてが解決されてはいない. Extruder でフィラメントがおくられなくなる問題点に関しては,原因が複合的であり,徐々に原因またはうたがわしい点をとりのぞいてきたが,まだ完全な解決までの道はとおい.
気づいてた問題点はつぎの 2 つだ.
- Extruder でフィラメントがおくられなくなり,ボルトでフィラメントがけずられて細くなるとともに粉が付着する.
- Slic3r で正確な形状がつくられない. たとえばギアの歯はまったくつかいものにならないし,ナットの横に突起がある. これはプリンタの問題ではなく,Pronterface で表示されたかたちが正確でない.
2 番めの問題はまだ解決策がみえないが,その現象については別項に書いた. ここでは最初の問題についてわかったことを書く.
 Web をみると,フィラメントがおくられなくなる原因はいろいろかんがえられるということがわかる.
よくあるのはホットエンドの温度がひくいということだが,これについては年末にいろいろためした.
最初は 220 〜 230 ℃ にしていたが,260 ℃ まであげてみようとした.
ところが,プログラムでさだめた上限が 250 ℃ のようであり,そこに達するとヒーターがとまってしまう.
余裕をみて 240 〜 245 ℃ にすることにした.
こうするととけたフィラメントの粘度は比較的ひくくなるから抵抗はちいさくなるはずだが,そのかわり,はきだされたフィラメントがにょろにょろとまがりやすくなるようだ.
写真にしめしたフィラメントは空中にはきだしたものだが,左のは 220 ℃ くらいのときのもの,右のは 240 ℃ くらいのものだ.
左のはまがりかたがゆるやかであり,ランダムにまがっている.
右のはこまかくとぐろをまいている (写真ではたおれているので,すこしわかりにくいが…).
この環境では温度は 240 ℃ よりもうすこしひくいほうがよいだろう.
Web をみると,フィラメントがおくられなくなる原因はいろいろかんがえられるということがわかる.
よくあるのはホットエンドの温度がひくいということだが,これについては年末にいろいろためした.
最初は 220 〜 230 ℃ にしていたが,260 ℃ まであげてみようとした.
ところが,プログラムでさだめた上限が 250 ℃ のようであり,そこに達するとヒーターがとまってしまう.
余裕をみて 240 〜 245 ℃ にすることにした.
こうするととけたフィラメントの粘度は比較的ひくくなるから抵抗はちいさくなるはずだが,そのかわり,はきだされたフィラメントがにょろにょろとまがりやすくなるようだ.
写真にしめしたフィラメントは空中にはきだしたものだが,左のは 220 ℃ くらいのときのもの,右のは 240 ℃ くらいのものだ.
左のはまがりかたがゆるやかであり,ランダムにまがっている.
右のはこまかくとぐろをまいている (写真ではたおれているので,すこしわかりにくいが…).
この環境では温度は 240 ℃ よりもうすこしひくいほうがよいだろう.
 つぎにうたがったのは,フィラメントが Extruder に安定してはいらないことである.
Thingsverse をみると,フィラメントの角度が一定になるように extruder にせまいいりぐちをつける部品が何種類もある.
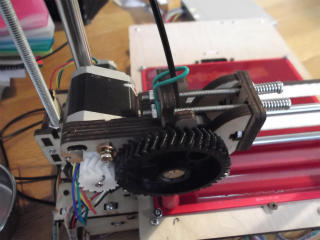
それを印刷することはまだできないので,それにかわるものを針金でつくってみた (写真にある緑の針金).
これをつかうことの効果はあきらかではないが,それでも,フィラメントがただしくおくられる時間がのびたようにおもえる.
つぎにうたがったのは,フィラメントが Extruder に安定してはいらないことである.
Thingsverse をみると,フィラメントの角度が一定になるように extruder にせまいいりぐちをつける部品が何種類もある.
それを印刷することはまだできないので,それにかわるものを針金でつくってみた (写真にある緑の針金).
これをつかうことの効果はあきらかではないが,それでも,フィラメントがただしくおくられる時間がのびたようにおもえる.
もうひとつ解決したのはギアのかみあわせだ. ときどきギアが停止することがあった. 最初はかみあわせがゆるいのではないかとうたがったが,しらべてみると,おおきいギアが 1 回転するあいだに 1 か所だけ,ちいさいギアとぶつかっている. ギアの間隔をすこしあけて,この問題を解決した. ギアの精度があまりよくないので,あそびがおおきくなりすぎるところがでるが,しかたがない (ギアの間隔をあけるまえに,ぶつかるところを半田ごてですこしてなおしすることをこころみたが,これはうまくいかなかった). ギアの調整は以前にもやったのだが,そのあとでヘッドをはずすためにモーターをはずしたから,再調整が必要になった. モーターをはずさなくてもヘッドをはずすことができるように設計するべきだとおもうが,現在の設計はそうなっていない.
ギアに関してはもうひとつこころみた. フィラメントをおくるためのボルトの溝が中心からすこしずれていたので,それをなおすため,ついにギアをけずってみた. つまり,そのボルトがもうすこしギアにふかくはいるようにしてみたのだ. しかし,これはたぶん効果がなかった. すでにギアをけずらずにできることはやってみていたから,溝のずれから発生する問題点はすでに解決されていたとおもう.
これらの細工や調整でフィラメントがおくられなくなることは以前よりすくなくなったが,まだ発生する. そういうときにフィラメントをみてみると,下の写真のように片側はギアでけずられで溝がつき,片側はベアリングでつぶされて,たいらになっている. フィラメントにきわめてつよいちからがかかっていることがわかる. 実際,フィラメントを手でおくってみると,それがまがるくらいのちからをかけなければおくれない. これで正常なのだろうか.


ABS 樹脂のフィラメントををつかっているのだが,ABS 樹脂のばあい,フィラメントをおくる速度を半分くらいにしないとうまくいかないことがあると書いた Web サイトがある ("The 'Art' of failure - When 3D prints go wrong and lessons from failure"). だから,それもためしてみた. おくるときだけでなく,もどすときもやりすぎないようにする必要があると書いてある. とくに,ギアの印刷をするときは頻繁にフィラメントがもどるようになっているので,それが問題をおこしている可能性がある. うえの写真のようにフィラメントがうすくなってしまうのは,何度もギアとベアリングのあいだを往復したからにちがいない. しかし,まだフィラメントをもどすときの速度や量などの調整はしていない. これがつぎの課題だろうか.
追記: どうやら,最大の原因はサーミスタがただしい温度をしめしていないことにあるらしいことがわかった. それについては 「指示温度より 50 度くらい Printrbot+ の実温度がひくいから印刷できなかったようだ」 に書くことにする.

