SFF シンポジウム 2013 で “A Method of 3D Printing which is Consistent with Natural Direction in Shape” というタイトルのポスターを発表した. そのポスター はそれだけでは十分に説明的でなかったのと,英語で書いていたので,ここに日本語版をのせる.
要旨: 3D プリンタで印刷するときは,通常,物体を水平にスライスする. そのため,もしその印刷する物体が繊維のあつまりのように,その本性において自然な方向をもっているときには,印刷の方向が自然な方向と矛盾することになる. ここで提案する 「場指向の 3D 描画ソフトウェア」,「場指向のソリッド・モデラ」,「場にもとづくツールパス生成ソフトウェア」,「非水平型の熱溶解積層型 3D プリンタ」 などの適切なツールをつかうことによって,自然な方向をモデル化し,物体をその自然な方向にそって印刷することができるとかんがえられる. この目標を達成するために,まだ全部ではないがいくつかの設計・製造上の問題を解決した. この方法の応用として (日本風の) 3D 書道がある.
もとのポスター1. 解決するべき問題
繊維のあつまりのような物体を印刷するとき,その物体のかたちには 「自然な方向」 がある (図 1 参照). 葉は 「自然な方向」 にしたがう葉脈をもっている. ひとの髪の毛や,中国や日本の書道作品の各部分も 「自然な方向」 をもっている.

図 1. 自然な方向をもつかたち
しかし,最近,普及価格帯の 3D プリンタとしてひろくつかわれるようになっている熱溶解積層法 (FDM, fused deposition modeling) による 3D プリンタでは,印刷の方向は 「自然な方向」 と矛盾しがちだ. なぜなら,それらの 3D プリンタではヘッドを常に水平に移動しながら印刷するからである. この矛盾はいわゆる 「階段効果 (staircase effect)」 をもたらして,印刷した物体のかたちを不適切なものにし,いきおいをなくしてしまう (図 2 左参照). この物体のかたちは,図 2 の右のようであるべきだ.
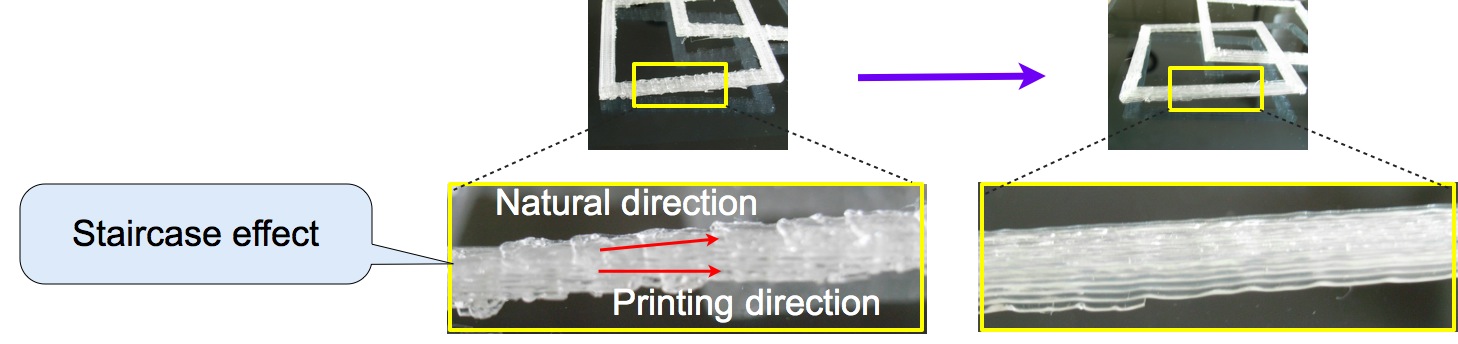
図 2. 印刷方向 対 自然な方向
2. 「場」 にもとづく解決策
上記の問題を解決するため,「場」 にもとづく解決策を提案する. 提案する方法では,物体を 「自然な方向」 をいかしてモデル化し,「自然な方向」 にスライスし印刷するために,つぎの 3 つのステップにしたがって物体をデザインし印刷する (図 3 参照).
- 場指向モデリング (Field-oriented modeling)
- 場にもとづくツールパス生成 (Field-based tool-path generation)
- 非水平型 3D 印刷 (Non-horizontal 3D printing)
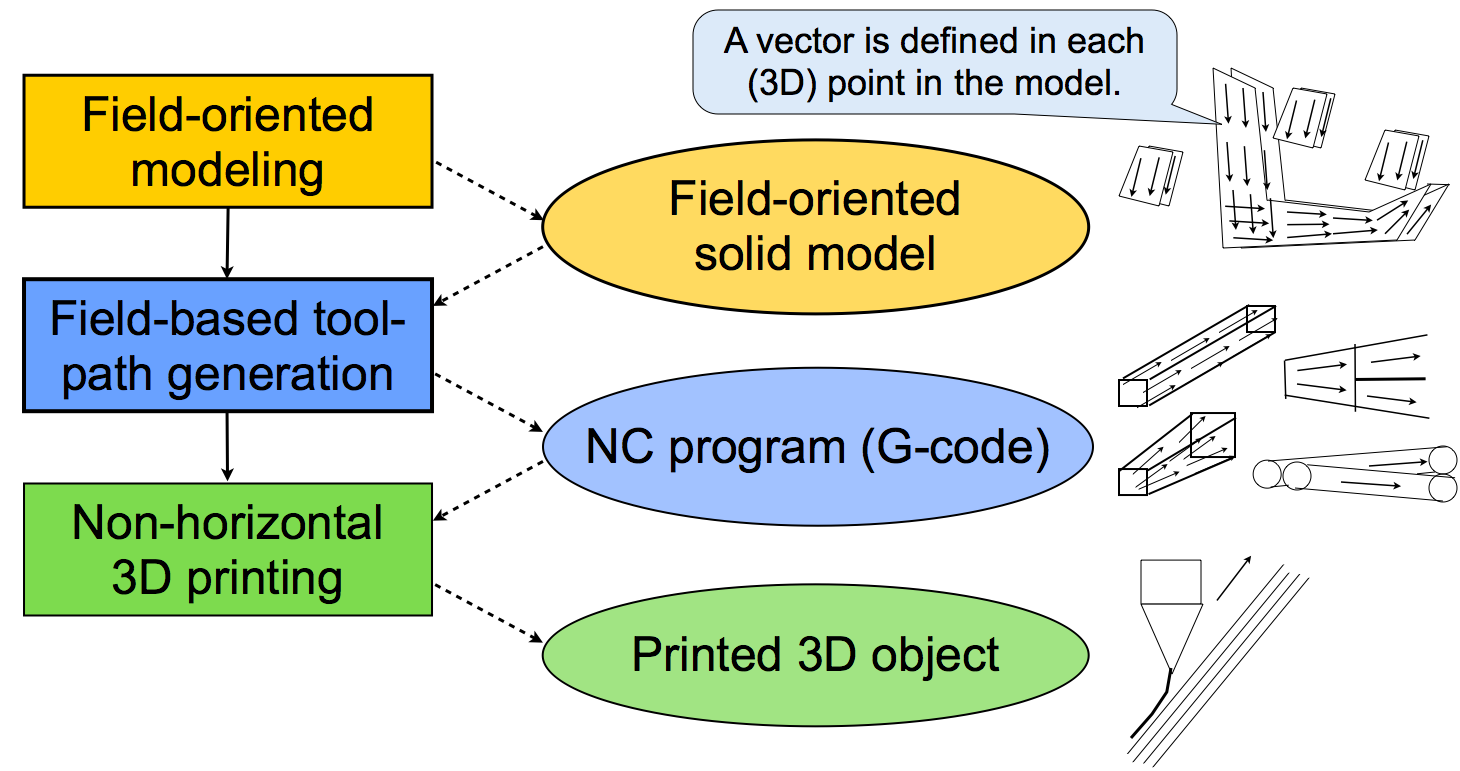
図 3. 自然な方向の 3D 印刷のための 3 つのステップ
場指向モデリングは,従来のソリッド・モデルを拡張した 「場指向ソリッド・モデル (field-oriented solid model)」 を出力する. このモデルの各点 (3 次元の点) では,図のようにベクトルが定義されている.
場にもとづくツールパス生成においては,場指向のソリッド・モデルを入力し,G コードのような通常の NC プログラムを出力する. このツールパス生成のアルゴリズムは従来の 3D 印刷における 「スライス」 のアルゴリズムとは完全にことなる.
非水平型 3D 印刷においては,自然な方向にしたがって物体がつくられる. G コードは水平でない動作を記述することができ,従来の 3D プリンタはそれをただしく実行することができるので,このプロセスは従来の 3D プリンタであつかうことができる.
つづく 3 つの節においてこれらのステップを説明する.
3. モデリングの方法
場指向モデリングのための 2 つの方法を提案する. それらは,場指向 3D CAD と場指向 3D 描画である.
3.1 場指向 3D CAD
場指向 3D CAD のための 2 つの方法を提案する. そのひとつは,図 4 にしめす 「部品結合法」 である. この方法では,設計者は 3 次元の 「場」 つきの部品を場指向 3D CAD ツールをつかってくみあわせる. くみあわせの操作は通常の和 (union),積 (intersection),差 (difference) などにもとづいている. しかし,これらの操作は部品がもつ場からくみあわせた結果の場をもとめる方法を定義していなければならない.
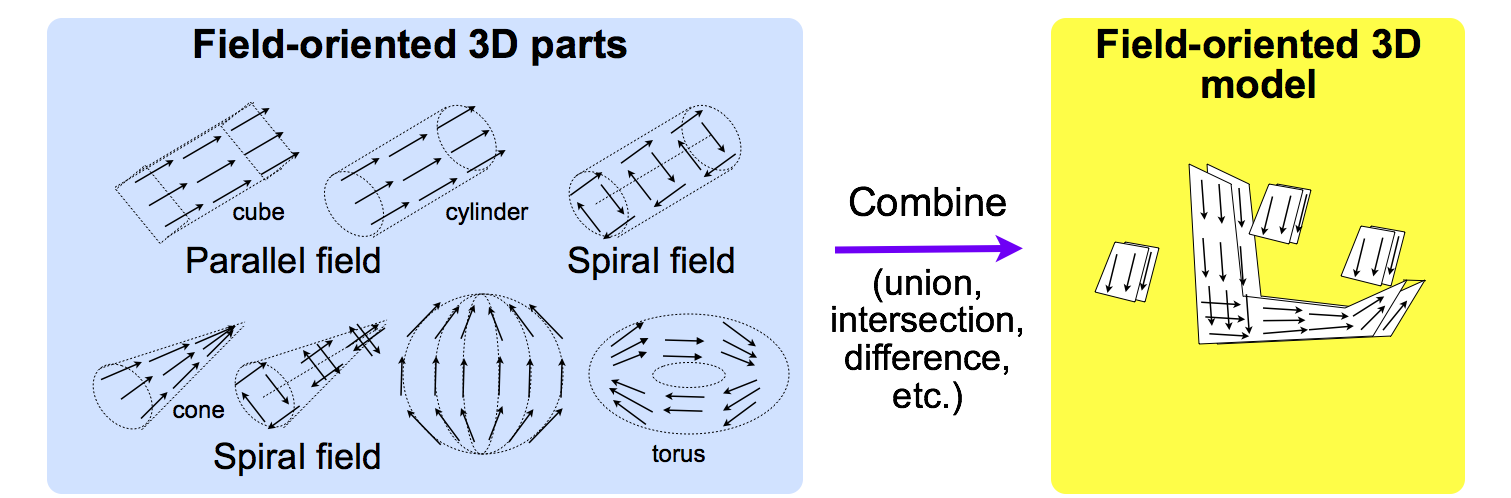
図 4. 場指向 3D CAD における部品の結合
もうひとつの方法は,図 5 にしめす 「磁化」 である. この方法では,設計者はまず通常の 3D ソリッド・モデルを従来の 3D CAD ツールをつかって設計する. そして,設計者が選択した場のなかに設計した物体をおく. 設計者が 「場のコピー」 の操作をすると,場が物体にうつしとられる.
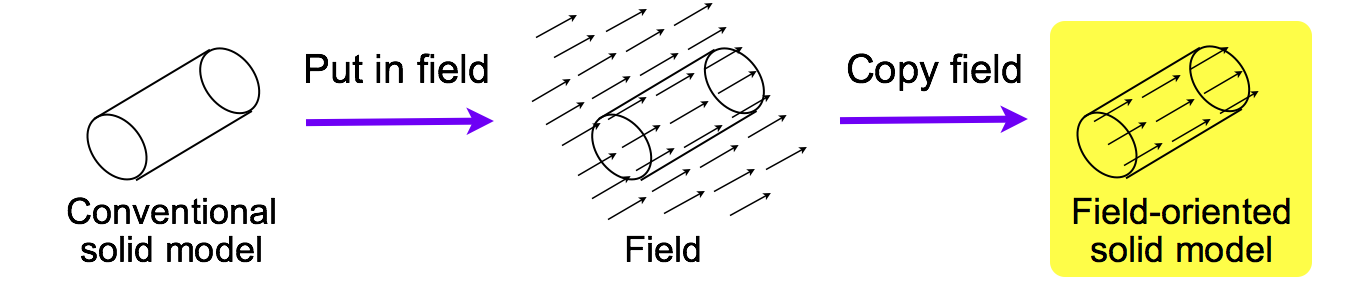
図 5. 場指向 3D CAD における 「磁化」
3.2 場指向 3D 描画
「場指向 3D 描画」 は,パソコンでひろくつかわれている 2 次元の描画 (ペイント) に類似している. 2D 描画ツールで 2 次元のポインティング・デバイスをつかうのと同様に,3D 描画ツールでは 3 次元のポインティング・デバイスをつかう (図 6 参照). 3D ポインティング・デバイスとしては,人体を追跡 (トラッキング) する Microsoft Kinect のようなデバイスや,加速度センサーを搭載した任天堂 Wii のようなデバイスを使用することができる. 人体を追跡するときは 「3 次元ブラシ」 のようなかたちで描画ツールの幅とかたちを人の手 (指) で指定することができる. また,加速度センサーによるときは圧力センサーなどでそれらを指定することができる. 通常の描画ツールとはちがって,場指向 3D 描画ツールは移動方向も記録し,えがかれた物体 (軌跡) の各点の場のベクトルを定義する.
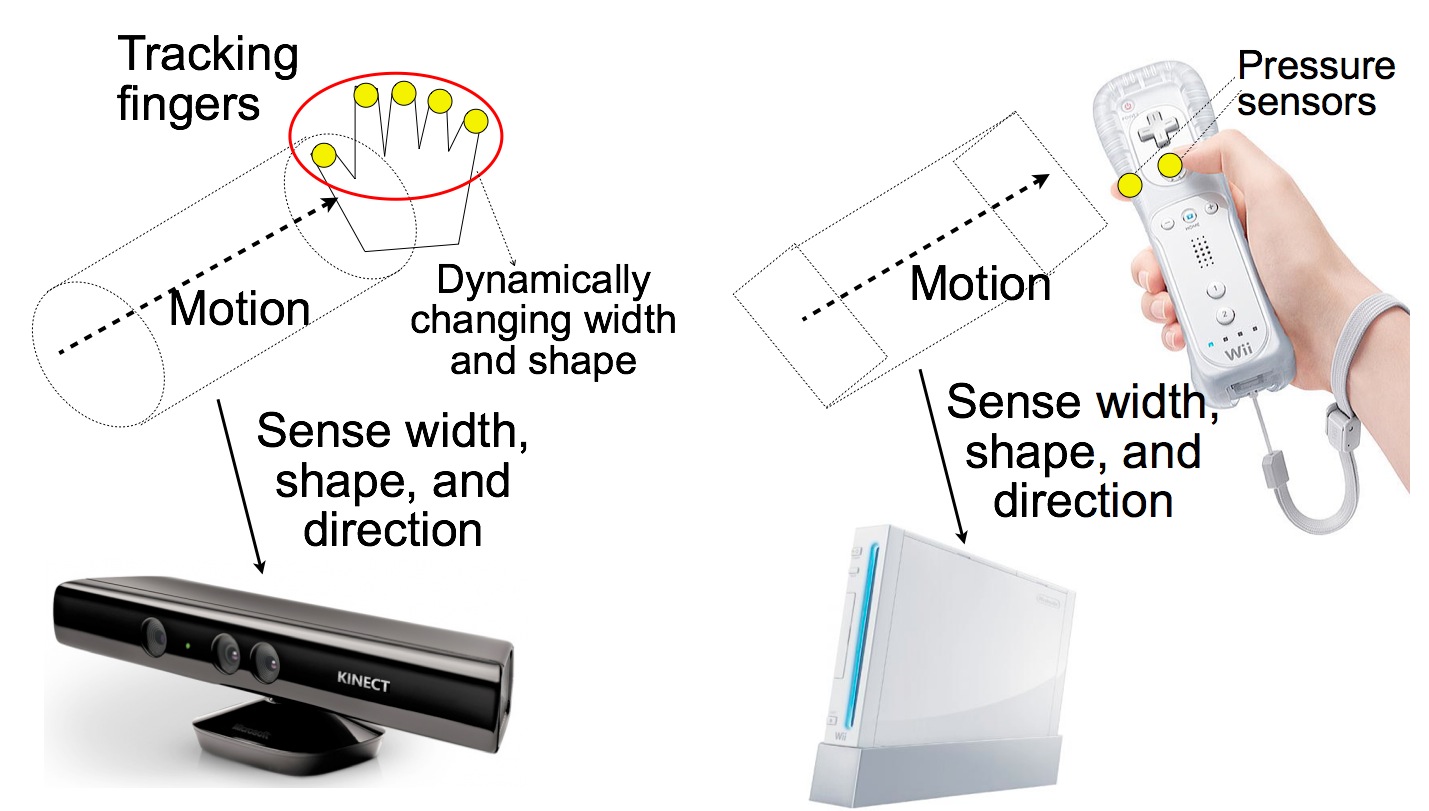
図 6. 場指向 3D 描画
4. ツールパス生成法
3D プリンタのためのツールパスは 4.1 節に記述する基本的な方法によって生成する. いくつかの補足的な技術を 4.2 節でしめす.
4.1 場にもとづく基本的な生成法
このツールパス生成法では,物体 (モデル) は図 7 にしめすように場のベクトルにそって 「ハッシュ」 される. このプロセスは,場のベクトルが並行でないときには従来の 3D 印刷における 「スライス」 とはまったくことなる. もし物体が図 7 の左にしめすように平行な場をもつときには,モデルをハッシュしてできた 「糸」 はフィラメントを一定におしだすことによって容易にみたす (うめる) ことができる. しかし,もし場のベクトルが平行でなければ,図 7 の右にしめすように,糸をひろげたり (widening) せばめたり (narrowing) する必要がある. このような場合には,糸をみたすために,おしだすフィラメントの量を増加させたり減少させたりする必要がある. しかし,もしベクトルが平行からおおきくはずれているときには,補助的な方法が必要である. そのような状況でつかえるいくつかの技法をつぎの項で記述する.
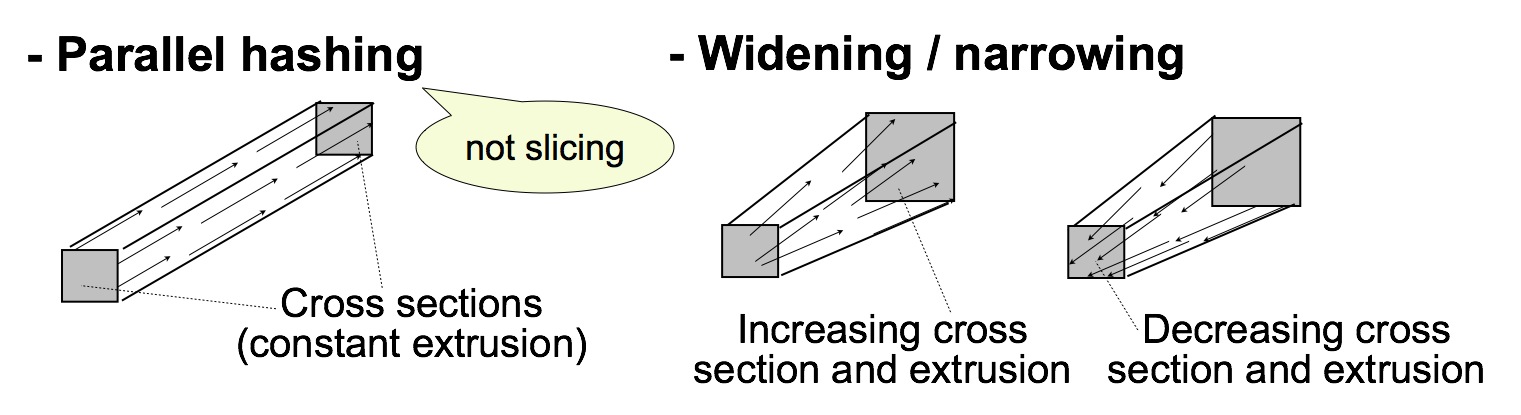
図 7. 場にもとづく基本的なツールパス生成法
4.2 いくつかの技法
糸の断面が印刷方向にむかって急速に変化するときは,図 8 にしめすように,糸をわけたり (splitting),あわせたり (merging) する必要がある. 図 8 にいれた写真が,Printrbot Plus という 3D プリンタで印刷した,糸をわけたりあわせたりする 2 つの例をしめしている. 糸が縦方向にはひろがり水平方向にはせばまっているとき,あるいはその逆のときには,「ねじり (twisting)」 という方法を適用することができる (図 8 の右を参照).
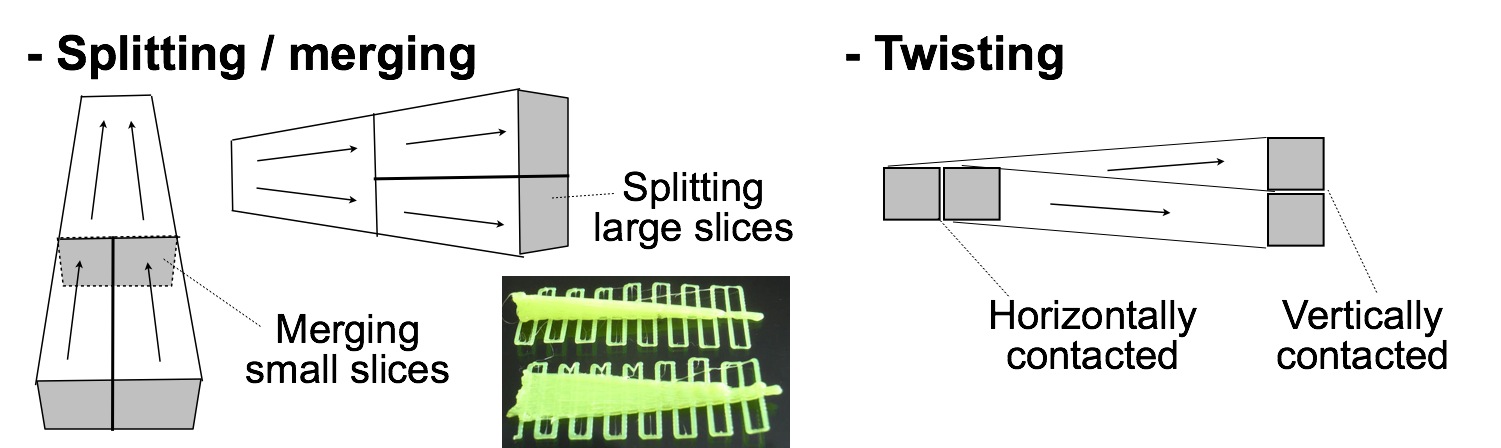
図 8. 場にもとづくツールパス生成の技法
4.3 印刷不能な物体を印刷可能にする方法
従来の CNC と同様に,物体のかたちによっては 3D 印刷によって造形することができない. 印刷可能な物体の範囲は,従来の 3D 印刷より自然な方向の 3D 印刷のほうがせまい. しかし,その範囲は印刷順序の変更によってひろげることができる.
図 9 にひとつの例をしめす. 左上の図はもとのかたちをしめす. これは 2 個の輪からなるチェーンであり,このままでは印刷不能である. そのうちの 1 個の輪を 2 つに分割して右上のように印刷順序を変更すると,印刷可能になる. 図の下の写真はこのチェーンの四角形版の実例をしめしている. これは自然な方向に印刷したものである. このようなツールパスを生成するツールはいまのところないので,このチェーンのためのツールパスは専用のプログラムによって生成している. 左の写真はこのチェーンの 3 番めの部品をしめしている.
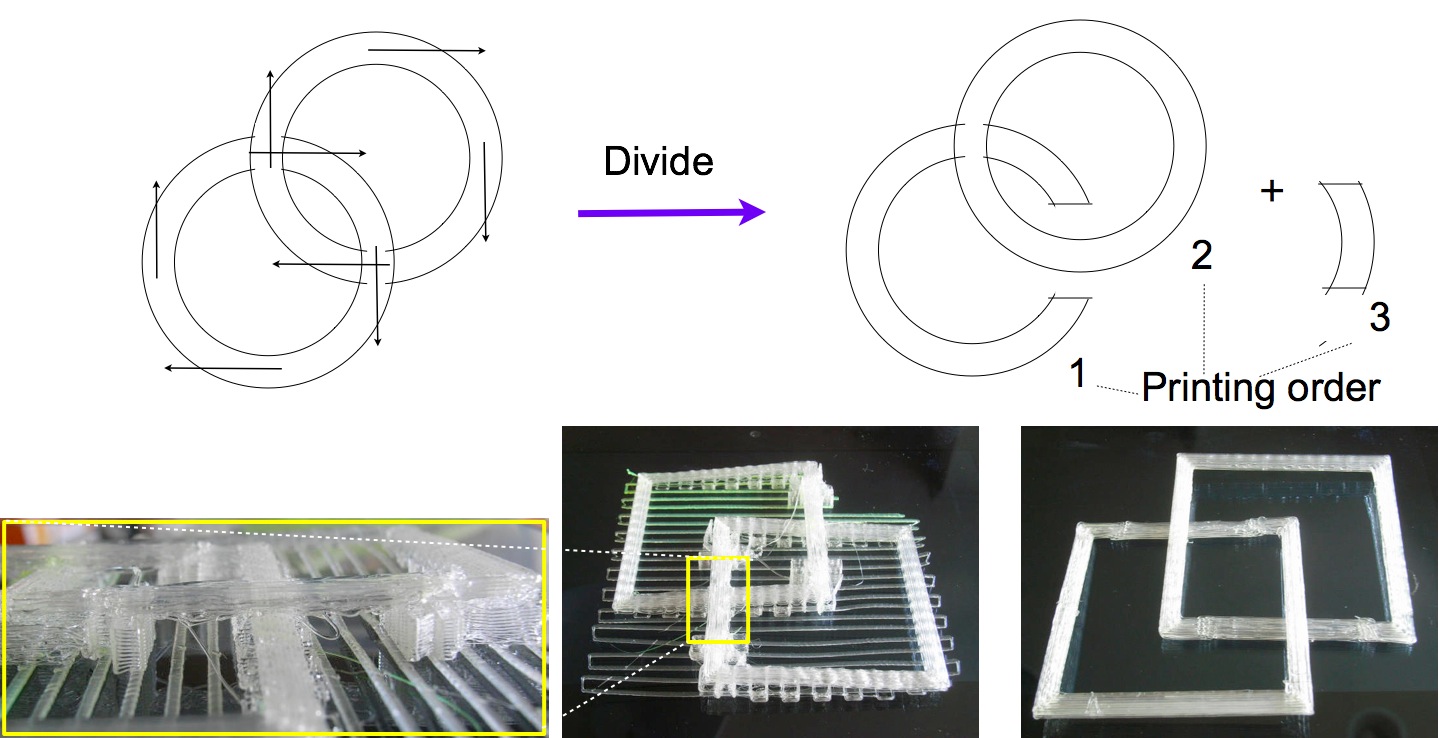
図 9. 印刷不能な物体の印刷可能化の方法
5. 印刷技法
通常の 3D プリンタは自然な方向の 3D 印刷のための G コードを処理することができる. しかし,それらで急角度の印刷をすることはできない. この節においては,問題点とそれをふせぐための印刷技法について記述する.
5.1 急角度の印刷の問題点
急角度の印刷を困難または不可能にしている 2 つの問題がある (図 10 参照). ひとつの問題は,従来の 3D プリンタで急角度に移動しながら印刷すると,印刷中の物体に衝突してしまうということである. すなわち,従来の 3D プリンタは 3 軸の工作機械であり,底面からだけフィラメントをおしだすからである. このような衝突をさけようとすると,ノズルを印刷物に十分ちかづけることができなくなる. つまり,ノズルの先端と印刷物とのあいだにすきまができる.
もうひとつの問題は,従来の 3D プリンタは通常,垂直方向 (z 軸方向) の移動のためにネジをきったロッドをつかっているため,その方向にすばやく移動することができないということである.
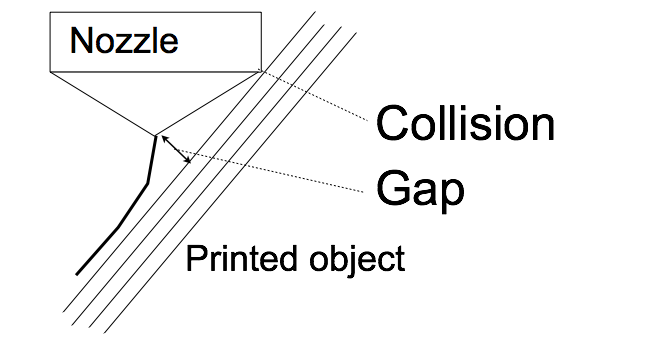
図 10. 急角度の印刷の問題点
5.2 2 つの解決策
より深刻な最初の問題を解決するには,2 つの方法がつかえる. ひとつの方法は針のような形状のノズルを使用することである. 図 11 の左にこの方法を図示した. もしノズルの先端が針状であれば,急角度の印刷が可能になる. しかし,このような形状では先端の温度の低下が問題になるだろう. 温度をたもつためにいくつかの方法がつかえる. ひとつの方法は,図にしめしたように先端を断熱材でおおうことである. 針状のノズルによって急角度の印刷ができるようになるが,それでも垂直に印刷することはできない. しかし,この方法は従来のプリンタの改良によって実現できるという利点がある.
他の方法は 5 軸 (または 6 軸) のヘッドを使用することである. ヘッドを回転させるために 2 つ (または 3 つ) の軸を使用する. これによって,回転させたヘッドで垂直に,あるいは下面に印刷することが可能になる. しかし,このようなプリンタはほとんどスクラッチから開発する必要がある. Xuan Song ら [1] はこの型の 3D プリンタを開発している. しかし,回転角は制限されている.
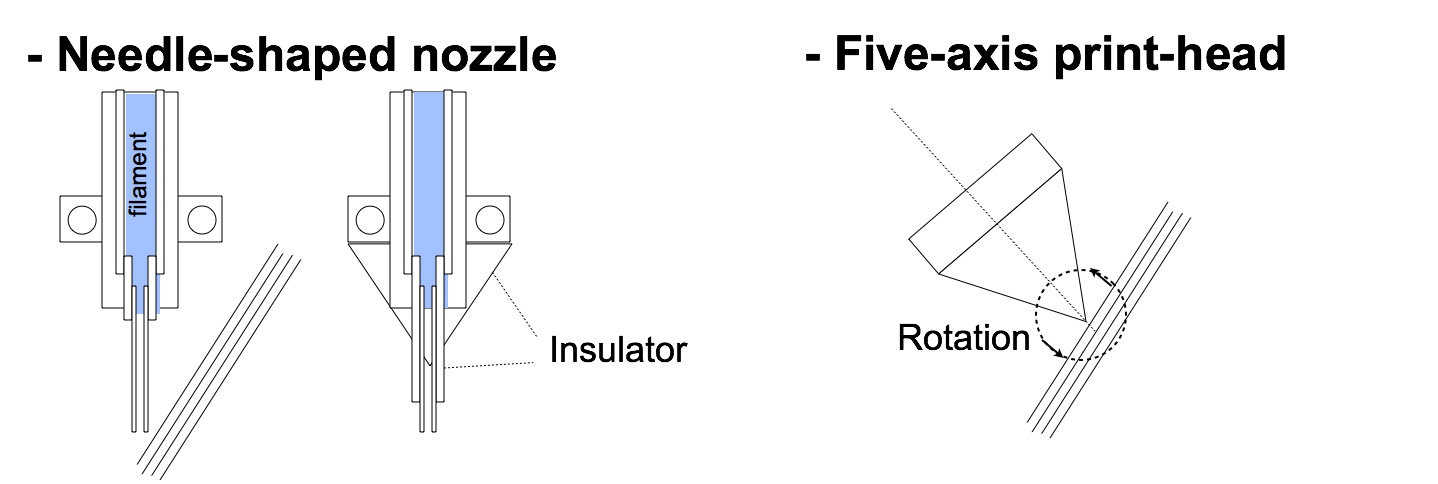
図 11. 急角度の印刷の問題の 2 つの解決策
2 番めの問題の解決策については 6.3 節でのべている.
6. 実装の状態
自然な方向の 3D 印刷技術の実装はまだ非常に初期の段階にある.
6.1 場指向モデリング
3.2 節で提案した Kinect にもとづくモデラを設計中だが,まだ実装していない.

図 12. Microsoft Kinect
6.2 場にもとづくハッシング
ハッシング・アルゴリズムを部分的にテストしている状態である. 4.3 節に記述した印刷可能性の改良の方法をテストしているところを,図 13 左の写真はしめしている. 中央の写真は分割 (splitting) とマージ (merging) をふくむ印刷物をしめしている. 右の写真は,応用の節で説明されるべき,3D 書道のためにハッシュされテスト印刷された物体をしめしている.

図 13. ハッシング・アルゴリズムのテスト
6.3 非水平型 3D 印刷
非水平型印刷法はこれまで Printrbot Plus という 3D プリンタを使用してテストし,現在は Rostock MAX という 3D プリンタ (図 14 参照) を使用してテストしている. Rostock MAX はデルタ型 3D プリンタのひとつであり,ヘッドを高速に z 軸方向に移動させることができる. それゆえ,このタイプのプリンタは 5.1 節でのべた第 2 の問題を解決することができる.
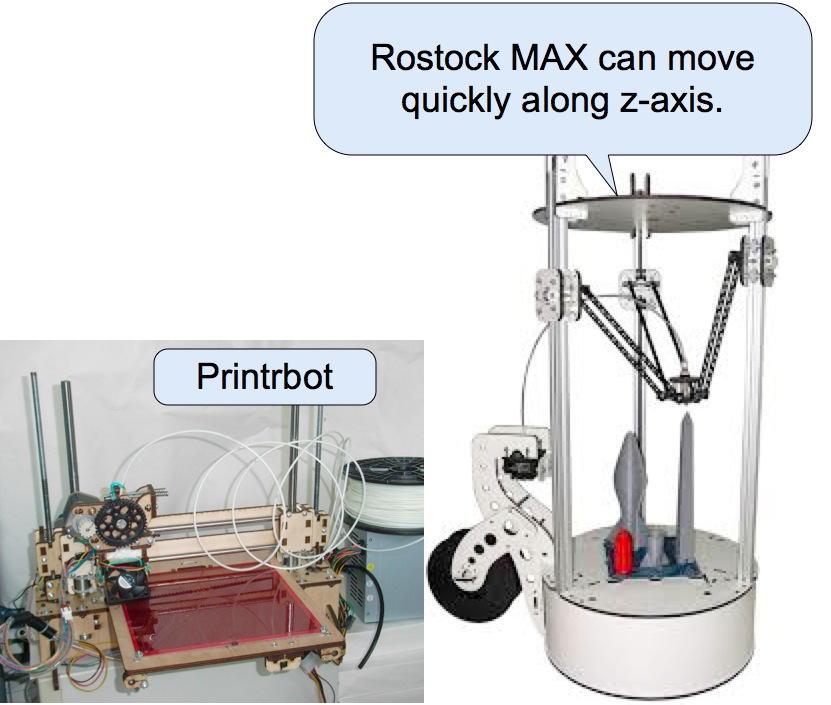
図 14. 印刷法と技法のテストに使用した 3D プリンタ
7. 応用
3D 印刷は工業的な応用,とくにラピッド・プロトタイピングにつかわれてきた. しかし,自然な方向の 3D 印刷の技術の主要な応用はそれとはちがうタイプのものであるかもしれない.
7.1 芸術: 3D 書道
自然な方向がより重要なのは芸術的な応用だろう. この項では 3D 書道への応用に焦点をあてる. 図 15 の左の写真は (ほぼ) 方向のない (わからない) 3D 書道作品である. 右の写真は方向のある 3D 書道作品である. 鉄を使用したこのような作品がすでに製作されている. 自然な方向の印刷はこのような方向のある 3D 書道に応用できるとかんがえられるが,まだ適用されてはいない. この図は日本の書道家である紫舟 (Shishu, Sysyu) による作品をしめしている.
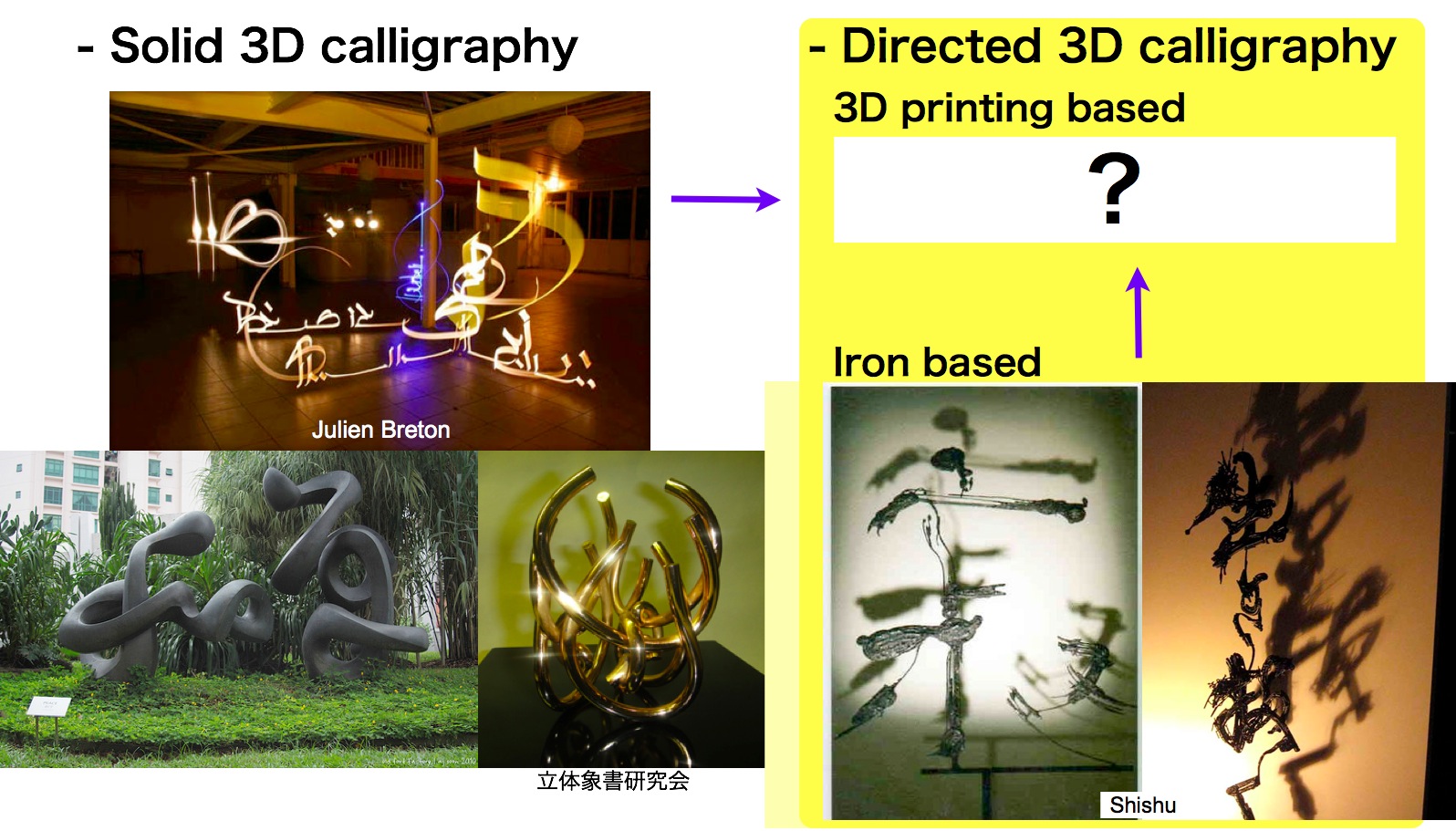
図 15. 3D 書道への応用
7.2 趣味
最近,安価な FDM 3D プリンタがホビイストによってつかわれている. たとえば,しばしば印刷されている図 16 のピラミッドや多面体は,自然な方向の印刷法によってよりよく印刷できるかもしれない.
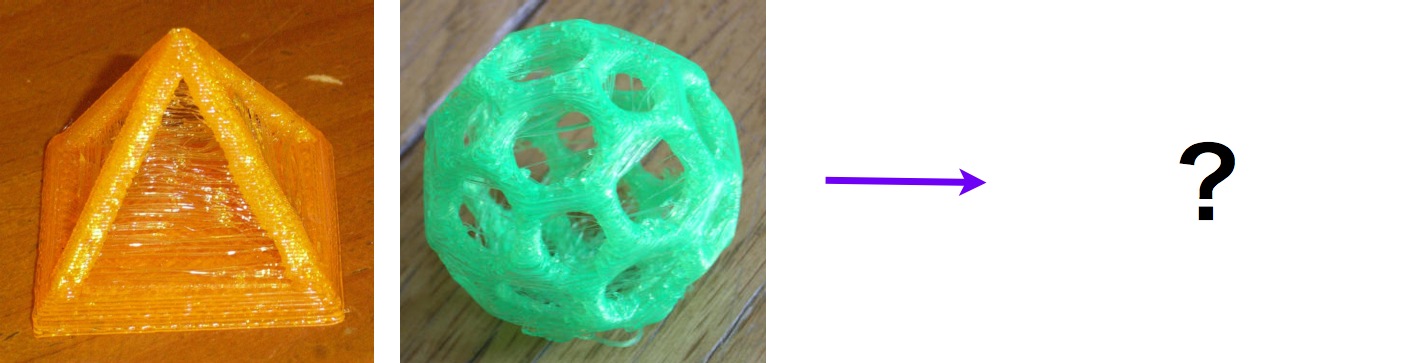
図 16. 趣味への応用
7.3 工業的な応用
工業的な応用もあるだろう (図 17 は従来法の応用) が,有力な応用はまだわからない.
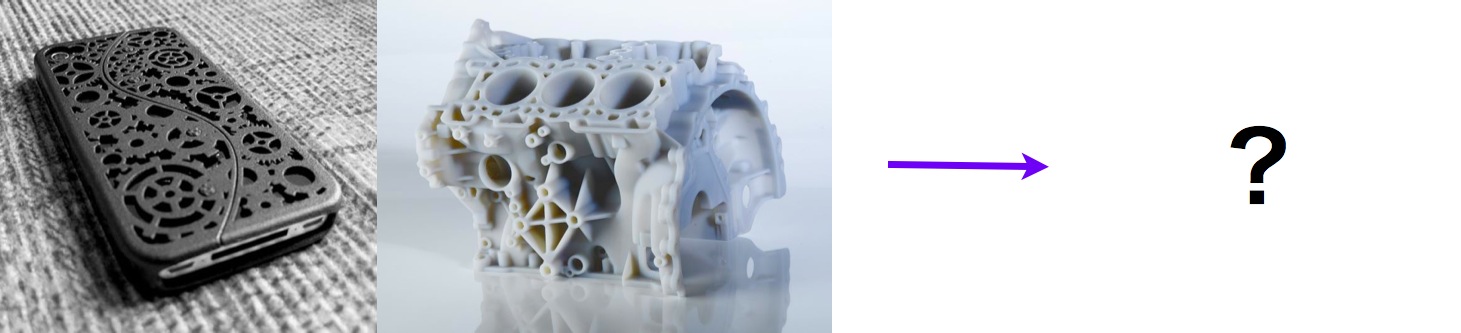
図 17. 工業的な応用?
8. 結言
このプレゼンテーションはつぎのようにまとめられる.
- 3 次元の物体がもつ自然な方向は,FDM 3D 印刷を使用し, 場指向/場にもとづく モデリング,ハッシング,印刷の方法を使用することによって,表現することができる.
- 場指向 / 場にもとづく アルゴリズムや応用はまだ初期段階にある.
場指向のモデリング,場にもとづくツールパス生成法,そして非水平型 3D 印刷法は開発されつつあり,それらはアプリケーションそのなかでも 3D 書道に最初に応用されようとしている.
参考文献
[1] Xuan Song, Yayue Pan, and Yong Chen, “Development of a Low-Cost Parallel Kinematic Machine for Multi-Direction Additive Manufacturing”, SFF Symposium 2013.
