- 最近の主力は 3D 印刷関係です. 2013 年に開始した研究開発のポジション・ペーパをオープン・アクセスで出版しました. ほかにもいろいろ論文を準備中です. 雑誌 I/O への投稿記事もあります.
- 修士論文 「プログラミング言語学をめざして
」 と 博士論文 「ベクトル記号処理法とその論理型言語プログラムへの適用
」 を Kindle 本として出版しました. 後者に関しては,これまで公開していた PDF 版からぬけおちていた付録もおぎないました.
要約: 消費者の嗜好は多様化し,商品の種類が増加して 1 種類ごとの生産量は減少している.3D プリンタの出現によって原理的には 1 個ずつことなる製品をつくることも可能になっているが,design にコストがかかるために実現されていない.報告者はジェネラティブ・デザインの手法を使用して 1 個ずつことなる製品を連続生産するシングルトン連続生産のための方法を開発している.開発中の方法では従来の設計ツールを使用するかわりにジェネラティブ・デザインのためのプログラムと Web インタフェースを開発・使用し,設計パラメタを乱数などを使用して自動生成することによって 1 個ずつことなる製品を生産する.現在,この方法によって形や模様を design した LED 電球やランプシェードの製造・販売をこころみている.まだこの方法を部分的に適用しているだけだが,今後この方法とそれを使用した製造をさらに発展させるとともに,それをうまくマーケティングや販売につなげていきたい.
研究テーマ紹介: 3D 造形技術
]]>梗概: 螺旋 (らせん) 3D 印刷法は、フィラメントを 1 回螺旋状に巻くだけで多様な形状がつくれて、その表面に微細なテクスチャや模様がつけられる 3D 印刷法である。螺旋3D印刷によってどういうものがつくれるか、その原理つまりどうやって造形するか、どういうソフトウェアを使用するか、さらに製品以外の展開と今後について解説する。
研究テーマ紹介: 3D 造形技術
]]>梗概: This poster proposes a method for generating fine asperity by helical 3D printing using three types of waves, especially for generating complex Moiré patterns. The printing process can be modulated by three types of sine waves while printing.
研究テーマ紹介: 3D 造形技術

梗概: 現在主流の 3D 設計・印刷法は汎用性があるが万能ではないから,ほかの方法が必要なこともある.表面形状を指定するだけでは不十分なこともあり,主流の方法ではうまく印刷できない形状もある.このような際にはモデル上の各点で方向(印刷方向)を指定できる場指向オブジェクト・モデルや,手続き的なプログラムを使用した設計法,水平方向に限定されない印刷法などが有効である.これらの方法は主流の方法が持つ汎用性はないが,それが適する目的たとえば中空立体の造形においては有効である.この方法の概要や使用するライブラリ draw3dp については別の論文に記述したが,この記事ではその背景,関連動向,応用などを紹介する.
研究テーマ紹介: 3D 造形技術
]]>Abstract: When manufacturing or 3D-printing a product using a computer, a program that procedurally controls manufacturing machines or 3D printers is required. G-code is widely used for this purpose. G-code was developed for controlling subtractive manufacturing (cutting work), and designers have historically written programs in G-code, but, in recently developed environments, the designer describes a declarative model by using computer-aided design (CAD), and the computer converts it to a G-code program. However, because the process of additive manufacturing, of which FDM-type 3D-printing is a prominent example, is more intuitive than subtractive manufacturing, it is some- times advantageous for the designer to describe an abstract procedural program for this purpose. This paper therefore proposes a method for generating G-code by describing a Python program using a library for procedural 3D design and for printing by a 3D printer, and it presents use cases. Although shapes printable by the method are restricted, this method can eliminate layers and layer seams as well as support, which is necessary for conventional methods when an overhang exists, and it enables seamless and aesthetic printing.
Introduction to this research theme: 3D shape formation technologies
]]>梗概 (E): When manufacturing or 3D-printing a product using a computer, a program that procedurally controls manufacturing machines or 3D printers is required. G-code is widely used for this purpose. G-code was developed for controlling subtractive manufacturing (cutting work), and designers have historically written programs in G-code, but, in recently developed environments, the designer describes a declarative model by using computer-aided design (CAD), and the computer converts it to a G-code program. However, because the process of additive manufacturing, of which FDM-type 3D-printing is a prominent example, is more intuitive than subtractive manufacturing, it is some- times advantageous for the designer to describe an abstract procedural program for this purpose. This paper therefore proposes a method for generating G-code by describing a Python program using a library for procedural 3D design and for printing by a 3D printer, and it presents use cases. Although shapes printable by the method are restricted, this method can eliminate layers and layer seams as well as support, which is necessary for conventional methods when an overhang exists, and it enables seamless and aesthetic printing.
梗概 (J): 機械加工や 3D 印刷をコンピュータを使用しておこなうとき,工作機械や 3D プリンタを手続き的に制御するためのプログラムが必要になる.この目的のためにひろく使用されているのが G コードである.G コードはもともと切削加工の制御のために開発され,当初は設計者がそれによるプログラムを記述 していたが,現在は設計者は CAD によって宣言的なモデルを記述し,それをコンピュータが G コードに変換する.しかし,3D 印刷のような付加加工のプロセスは切削加工より直観的なので,設計者が抽象化された手続き的記述をすることが場合によっては利点があるとかんがえられる.そこでこの論文では手続き 的な 3D 設計用ライブラリを使用した Python プログラムによって G コードのプログラムを生成し 3D プ リンタで印刷する方法とその使用例を示す.この方法では印刷可能な形状は限定されるが,層をなくして層のつぎめもなくし,従来の方法においてはオーバハングがあるときに必要だった支持材料 (サポート) もなくして,シームレスでより美的な印刷を実現した.
研究テーマ紹介: 3D 造形技術
]]>
Abstract:
Recently, performance of deep neural networks, especially convolutional neural networks (CNNs), has been drastically increased by elaborate network architectures, by new learning methods, and by GPU-based high-performance compu- tation. However, there are still several difficult problems concerning back propagation, which include scheduling of learning rate and controlling locality of search (i.e., avoidance of bad local minima). A learning method, called “learning-rate- optimizing genetic back-propagation” (LOG-BP), which com- bines back propagation with a genetic algorithm by a new manner, is proposed. This method solves the above-mentioned two problems by optimizing the learning process, especially learning rate, by genetic mutations and by locality-controlled parallel search. Initial experimental results shows that LOG-BP performs better; that is, when required, learning rate decreases exponentially and the distances between chromosomes, which indicate the locality of a search, also decrease exponentially.
要約された梗概:
A methodology for designing and printing 3D objects with specified printing-direction using fused deposition modelling (FDM), which was proposed by a previous paper, enables the expression of natural directions, such as hairs, fabric, or other directed textures, in modelled objects. This paper aims to enhance this methodology for creating various shapes of generative visual objects with several specialized attributes.
The proposed enhancement consists of two new methods and a new technique. The first is a method for “deformation.” It enables deforming simple 3D models to create varieties of shapes much more easily in generative design processes. The second is the spiral/helical printing method. The print direction (filament direction) of each part of a printed object is made consistent by this method, and it also enables seamless printing results and enables low-angle overhang. The third, i.e., the light-reflection control technique, controls the properties of filament while printing with transparent PLA. It enables the printed objects to reflect light brilliantly.
...
研究テーマ紹介: 3D 造形技術
]]> 構造化された梗概:要約: 機械加工や 3D 印刷をコンピュータを使用しておこなうとき, 工作機械や 3D プリンタを手続き的 に制御するためのプログラムが必要になる. この目的のためにひろく使用されているのが G コードである. G コードはもともと切削加工の制御のために開発され,当初は設計者がそれによるプログラムを記述 していたが, 現在は設計者は CAD によって宣言的なモデルを記述し, それをコンピュータが G コードに 変換する. しかし, 3D 印刷のような付加加工のプロセスは切削加工より直観的なので, 設計者が抽象化された手続き的記述をすることが場合によっては利点があるとかんがえられる. そこでこの論文では手続き 的な 3D 設計用ライブラリを使用した抽象化された Python プログラムによって G コードのプログラムを 生成し 3D プリンタで印刷する方法とその使用例を示す. この方法では印刷可能な形状は限定されるが, 層をなくして層のつぎめもなくし, 従来の方法においてはオーバハングがあるときに必要だった支持材料 (サポート) もなくして, シームレスでより美的な印刷を実現した.
研究テーマ紹介: 3D 造形技術
]]>
Abstract:
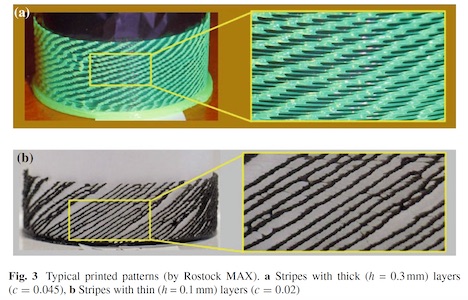
3D printers are usually used for printing objects designed by 3D CAD
exactly, i.e., deterministically.However, 3Dprinting process contains stochastic selforganization
process that generate emergent patterns. A method for generating fully
self-organized patterns using a fused depositionmodeling (FDM) 3D printer has been
developed. Melted plastic filament is extruded constantly in this method; however, by
using thismethod, various patterns, such as stripes, splitting and/or merging patterns,
and meshes can be generated. A cellular-automata-based computational model that
can simulate such patterns have also been developed.
研究テーマ紹介: 3D 造形技術
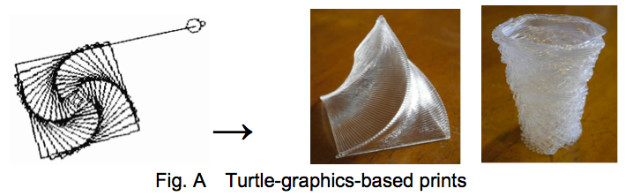
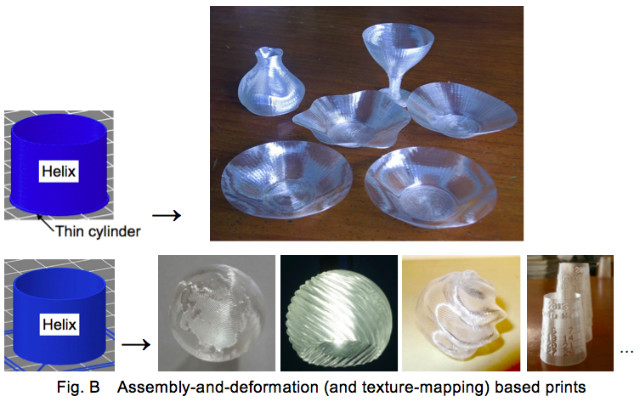
]]>Abstract: 3D models are usually designed by 3D modelling tools, which are not suited for generative art. This presentation proposes two methods for designing and printing generative 3D objects. First, by using a turtle-graphics-based method, the designer decides self-motion (self-centered motion) of a turtle and print a trajectory of the turtle as a 3D object (Fig. A). The trajectory is printed using a fused-deposition-modelling (FDM) 3D printer, which is the most popular type of 3D printer. Second, by using the assembly-and-deformation method, the designer assembles parts in a palette, each of which represents stacked filaments, applies deformations to the assembled model, and prints the resulting object by an FDM 3D printer. The designer can also map textures, characters, or pictures on the surface of the object. Various shapes can be generated by using the assembly-and-deformation method. If the initial model is a thin helix with a very low cylinder (i.e., an empty cylinder with a bottom), shapes like cups, dishes, or pods with attractive brilliance can be generated, and a globe and other shapes can be generated from a helix (Fig. B).
研究テーマ紹介: 3D 造形技術
]]>
 Abstract: Instead of printing layer by layer, thin 3D objects can be printed in better quality (without seams between layers) by printing helically or spirally by fused deposition modeling (FDM). When printing helically or spirally, the amount of extruded filament can be modulated using a bitmap; that is, “zero” in bitmap means “thin” and “one” means “thick” (or vice versa). This process generates a thin object, such as a sphere, pod, or dish, with a bitmapped picture or characters. A typical example is a globe, which is printed using a bitmapped world map.
Abstract: Instead of printing layer by layer, thin 3D objects can be printed in better quality (without seams between layers) by printing helically or spirally by fused deposition modeling (FDM). When printing helically or spirally, the amount of extruded filament can be modulated using a bitmap; that is, “zero” in bitmap means “thin” and “one” means “thick” (or vice versa). This process generates a thin object, such as a sphere, pod, or dish, with a bitmapped picture or characters. A typical example is a globe, which is printed using a bitmapped world map.
研究テーマ紹介: 3D 造形技術
]]> ]]>要約: FDM などの 3D 印刷においては印刷の方向が印刷物の見ばえや性質をきめるが,従来の方法では設計時に方向を指定することがで きない.この発表では方向指定つき 3D 印刷・設計法とその利点をのべる.
研究テーマ紹介: 3D 造形技術
]]>要約: コンピュータ・プログラミングと同様に工業製品の設計でも宣言的方法と手続き的方法があってしかるべきだが,他の工業分野と同様に 3D 印刷においても設計はほとんど宣言的な CAD によっ ている.この発表ではジェネラティブな (手続き的な) 方法による 設計法について報告する.
研究テーマ紹介: 3D 造形技術
]]>